Liofilización
La liofilización es un sistema de desecación que consiste en eliminar el agua contenida en un material por medio de la congelación y posterior sublimación del hielo formado para preservar sus características y propiedades y optimizar su posterior reconstitución.
En la industria farmacéutica, además de como técnica para la conservación de activos, se utiliza para la preparación de dos tipos de formas farmacéuticas, los polvos para administración parenteral y liofilizados orales.
La liofilización es una técnica que consta de tres etapas, en la que se producen cambios de temperatura y presión.
⦁ Primer etapa: Congelación
Para llevar a cabo esta etapa se debe congelar el producto en las bandejas del liofilizador.
En el caso de congelar suspensiones, su tamaño de partícula ideal debe ser menor de 50 μm, para evitar problemas de sedimentación, por lo que también es frecuente la adición de viscosizantes como gelatina, alginatos o gomas, que reducen la velocidad de sedimentación.
Según la velocidad a la que transcurra el proceso de congelación, o composición tanto cuali como cuantitativa de la formulación, se obtendrán cristales de hielo de distinto tamaño, lo que influirá en el tamaño de poro obtenido, y por tanto en el grado de porosidad del producto final, llegando incluso a condicionar su integridad física.
El proceso se realiza llevando el material a una temperatura inferior a su punto de congelación, manteniéndola constante para que se produzca la nucleación del hielo (Superenfriamiento), una vez formados los primeros cristales, la nucleación continúa y se produce el crecimiento cristalino. Como resultado, se produce un aumento de la concentración de soluto en el disolvente remanente, aún en estado líquido, pudiendo establecer su concentración en cada momento mediante la correspondiente curva de equilibrio de agua-soluto.
Un factor crítico es alcanzar la temperatura de congelación adecuada para cada material, pero hemos de tener en cuenta que según la naturaleza del soluto o las condiciones en las que se produzca la congelación, el producto puede solidificar en una estructura amorfa, cristalina o mixta. Los sistemas cristalinos, solidifican cuando se enfrían por debajo de su temperatura de eutexia o punto eutéctico, en los amorfos, dado que no forman una estructura cristalina, esta temperatura recibe la denominación de temperatura de transición vítrea (Tg), al enfriarlos por debajo de ella, la viscosidad aumenta hasta un valor crítico, en el cual podemos considerar que el producto es sólido, y que se ha generado una formación vítrea.
⦁ Segunda etapa: Secado primario
Esta etapa consiste en la sublimación del hielo obtenido en la etapa anterior, a partir del agua no ligada.
Cuando el calor de la bandeja calefactora pasa al producto, la sublimación se produce de forma gradual, comenzando por el hielo de la parte superior. A la parte del producto que se está secando, y que va descendiendo conforme el proceso de liofilización avanza, se le denomina frente de liofilización.
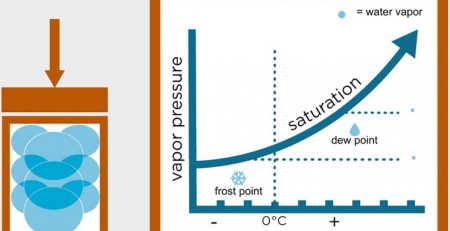
El proceso de sublimación se debe realizar a una presión inferior a la presión de vapor del líquido, manteniéndose constante la temperatura dentro del liofilizador mientras ocurre el cambio de estado. Para optimizar la desecación, las bandejas deben tener mucha superficie y poco grosor. En el caso de que sean ampollas o frascos, estos deben estar en posición horizontal y en algunos casos pueden rotar.
Es necesario un control estricto del proceso de calentamiento para evitar la fusión del agua solidificada y posible ebullición (Puffing) debido a la baja presión. Si esto llega a ocurrir, se suele producir un cambio en la estructura y consistencia del producto, que implica una reconstitución más difícil si se trata de un polvo liofilizado, o el desmoronamiento de la estructura si es un liofilizado oral.
Dado que es necesario mantener una presión reducida en el interior de la cámara durante todo el proceso, es necesario retirar el vapor de agua generado mediante una bomba de vacío, que será eliminado tras ser condensado.
El tiempo de duración de la desecación primaria dependerá del tamaño de los cristales de hielo formados en la etapa de congelación. Si son grandes sublimarán más despacio y si son pequeños, lo harán más rápido debido a una mayor superficie expuesta. El proceso puede acelerarse disminuyendo la presión, pero se corre el riesgo de arrastrar producto hasta la bomba, o aumentando la temperatura de las bandejas, pero corremos el riesgo de superar la temperatura de colapso y ocurrir el fenómeno de Puffing, ya comentado.
Para controlar el proceso de liofilización, los equipos disponen de al menos tres sensores: dos de temperatura, uno para la bandeja y otro para el material, y uno de presión, que nos permiten obtener registros que nos informan de las condiciones en las que transcurre.
⦁ Tercera etapa: Secado secundario
En esta etapa el agua libre o no congelada remanente en el producto, será eliminada a vacío por desorción o evaporación, a una temperatura más elevada que durante la desecación primaria (40-60ºC), hasta alcanzar el grado de humedad deseado.
Tras la desecación primaria, se necesita eliminar el agua remanente en el producto. El objetivo es eliminar el agua ligada al producto y la que está atrapada en la fase vítrea. En la fase de desecación secundaria, el producto se somete a la temperatura más alta que pueden soportar moléculas biológicas para dar lugar a un secado rápido sin perder actividad funcional. Si es demasiado alta, perderíamos producto.
Hay que tener en cuenta que una mínima humedad es necesaria porque muchas moléculas biológicas requieren agua para mantener su estabilidad estructural.
Para garantizar que se mantenga la calidad de los materiales durante la liofilización, se implementan registradores de datos para monitorear y rastrear constantemente la temperatura durante todo el proceso.
El registrador de datos MadgeTech LyoTemp está especialmente diseñado para validar el proceso de liofilización.
Data Logger para procesos de liofilización
LyoTemp - MadgeTech

Características
✔ memoria de 32.767 lecturas (1 lectura cada 5 segundos hasta 1 una lectura cada 30 minutos)
✔ rango de funcionamiento y entorno de temperatura: -60 a 75 °C, 0 a 100 %HR, 0,002 a 100 psia
✔ precisión de +/-0,5°C
✔ sensor de temperatura tipo termistor, herméticamente sellado en forma de cable largo aislado (PFA), fino y flexible con punta de acero inoxidable
✔ alarmas de alta, baja y advertencia
✔ arranque manual mediante utilizando varilla magnética (en el IFC 300), arranque inmediato por software o arranque diferido por hasta 30 días
✔ para proteger el aparato se puede establecer una contraseña
✔ indicadores LED de estado del dispositivo
✔ registro en tiempo real
✔ vida de la batería de un año normalmente (con una velocidad de registro de 10 minutos)
Configuración
✔ instalación del software desde madgtech.com (software MadgeTech 4)
✔ base de comunicación, IFC 300


Software MadgeTech 4
✔ superposición de múltiples gráficos
✔ estadísticas
✔ vista de datos
✔ temperatura cinética media
✔ ecuaciones de letalidad (F0, PU)
✔ calibración digital mediante el software (la fecha se actualiza automáticamente en equipo)
Accesorio de sonda de temperatura de superficie, Microdisc
El material es de latón C46400 (compuesto por 60% de cobre, 33,92% de zinc y 0,8% de estaño), además tiene una buena resistencia y rigidez.
El mismo está diseñado para ser conectado a la punta de la sonda del termistor.
Características
✔ tamaño compacto, en forma de disco y amplio rango de funcionamiento
✔ temperatura de funcionamiento -60 a 177 °C
✔ contacto directo con superficies planas lo que permite un control preciso de la temperatura con las estanterías durante el proceso de liofilización u otras aplicaciones de temperatura superficial
✔ el MicroDisc cuenta con un inserto de caucho de silicona que asegura la conexión a la sonda
✔ tiempo de respuesta: t63= 47 seg, t90=1 min 78 seg
✔ diámetro de 97 pulgadas y espesor de 25 pulgadas


Aplicaciones
✔ preparación de productos farmacéuticos biológicos
✔ procesos de liofilizado
✔ envios a temperatura de hielo seco
✔ monitoreo de congeladores de plasmas y eritrocitos (glóbulos rojos)
No dude en consultar por nuestro servicio de calificación (IQ, OQ, PQ) ya sea de equipos nuevos o preexistentes y perfiles térmicos.